

 Direct Hot Rolling can be attributed as the most radical impact on steel re-rolling industry around the world. In the traditional re-rolling system where process execution starts through furnace, where raw metal is melted and the molten steel routed through continuous caster to form billets of square cross sections. These billets are then cooled to ambient temperature in the billet yard. Again the cold billets are heated up to an elevated temperature in a reheating furnace suitable for re-rolling purpose. Finally, energy is consumed in the rolling mill, where the hot billets are rolled to a required final product shape.
Direct Hot Rolling can be attributed as the most radical impact on steel re-rolling industry around the world. In the traditional re-rolling system where process execution starts through furnace, where raw metal is melted and the molten steel routed through continuous caster to form billets of square cross sections. These billets are then cooled to ambient temperature in the billet yard. Again the cold billets are heated up to an elevated temperature in a reheating furnace suitable for re-rolling purpose. Finally, energy is consumed in the rolling mill, where the hot billets are rolled to a required final product shape.
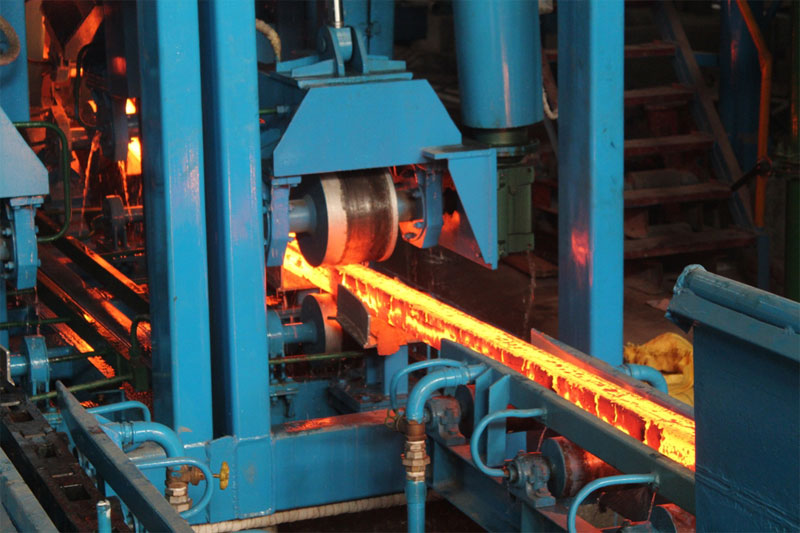
In Direct Hot Rolling the treated liquid steel is tapped at a temperature about 1660-1670℃ into a button pouring Ladle and transferred to Ladle refining furnace through the continuous casting machine quickly without any significant heat loss. The liquid steel is poured into the continuous billet casting mould starting at 1590℃. The liquid steel solidifies and cooled down to a skin temperature of 1000-1050℃ & core temperature about 1250-1300℃ by controlled water cooling in both primary as well as secondary cooling circuit at cutting point and immediately transferred to the rolling mill via high speed covered roller table ensuring a minimized heat loss. The vital prerequisites are…
The strict control of temperature profile from melting to finished product is essential to ensure quality for TMT bar produced in Direct Hot Rolling. Therefore, synchronization of each processing steps to minimize heat loss from the billet is a big challenge. There should not be any compromise about proper selection of raw materials, selection of refectory lining materials, scheduled relining practice, planned melting & Casting Cycle, regular routine maintenance and skilled operating team. Direct Hot Rolling process should have all the above stated facilities to optimize the best productivity.
Since deformation occurs only in the gamma austenite region, hot rolling of steel bar is done above upper transformation temperature zone –Ar3. Otherwise, rolling is interrupted when steel is rolled both in gamma austenite and alpha ferrite regions. Also steel can be rolled with a low finishing temperature, where finishing passes are conducted below the lower cooling transformation temperature – Ar1, allowing deformation in the alpha ferrite region. In general, the temperature at the finishing pass affects the amount of deformation and mechanical properties of rolled steel. Subsequently interest was grown towards controlled rolling where desired finishing temperature can be designed to allow deformation in a particular micro structural phase region in quenching Process. This is characterized as Thermo-Mechanical Treatment (TMT). This is essentially a controlled and simultaneous thermal and deformation treatment involving phase transformation. In Direct Hot Rolling process, the final pass temperature can be designed as per requirement.

